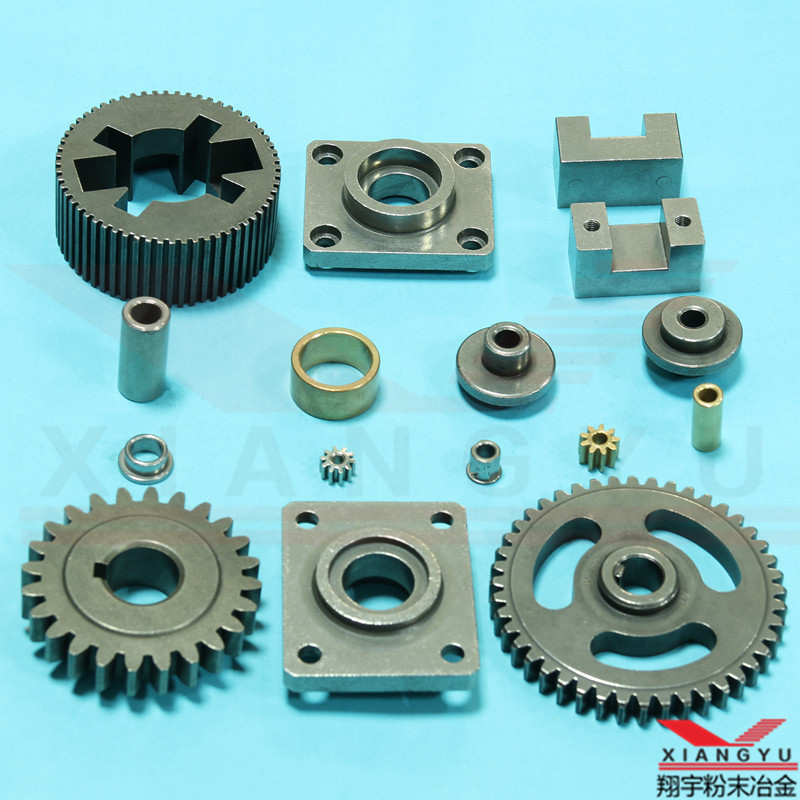
粉末冶金零件制備:生坯加工工藝

作者:翔宇粉末冶金制品
發(fā)布時(shí)間:2022-12-06 17:25:22
來(lái)源:本站 閱讀數(shù)量:1269次 點(diǎn)贊數(shù)量:1132次
粉末冶金生坯加工在20世紀(jì)90年代末由A ?alak提出,該方法是在燒結(jié)前對(duì)壓制成型的零件進(jìn)行加工,此時(shí)粉末顆粒間靠冷焊和機(jī)械嚙合連接,燒結(jié)后出現(xiàn)的高硬度的馬氏體和貝氏體此時(shí)并不存在,在該情況下對(duì)其加工所造成的刀具磨損幾乎可以忽略不計(jì),同時(shí)可將加工效率提高到燒結(jié)件的3倍以上。

生坯加工工藝
利用生坯加工的方法制造汽車正時(shí)鏈輪溝槽。切削過(guò)程中發(fā)現(xiàn),加工邊緣的平均破損寬度隨著生坯孔隙率的增大而增大。在對(duì)于切削質(zhì)量影響程度的因素中,密度占40%,而進(jìn)給率和切削速度只分別占37%和23%,證明了高密度對(duì)于生坯加工結(jié)果的重要影響。此外,試驗(yàn)表明,切削速度對(duì)已加工表面質(zhì)量的影響較小,將切削速度從305m/min增至457m/min(高出50%)時(shí),零件邊緣的平均破損尺寸僅增加4%,因此在實(shí)際生產(chǎn)中可以使用較高的切削速度。在此基礎(chǔ)上,Robert-Perron等利用正交試驗(yàn)方法,研究了鉆頭型號(hào)、轉(zhuǎn)速和進(jìn)給率對(duì)通孔加工質(zhì)量影響。結(jié)果表明,當(dāng)鉆頭直徑為6.35mm、螺旋角為35°、頂角為118°時(shí),在轉(zhuǎn)速為7000rpm、進(jìn)給率為0.0254mm/r時(shí)所加工的通孔質(zhì)量最優(yōu),如圖5所示,零件的平均破損為115μm,孔內(nèi)粗糙度為3.7μm。將硬質(zhì)合金生坯在800℃的溫度下預(yù)燒40min,預(yù)燒后強(qiáng)度約25.6MPa。對(duì)切削參數(shù)進(jìn)行研究,結(jié)果顯示為保持加工穩(wěn)定性,加工過(guò)程需要較低的主軸轉(zhuǎn)速,但為了獲得較高加工質(zhì)量必須使用較高的主軸轉(zhuǎn)速和較低的進(jìn)給率,為此必須綜合考慮各方面因素對(duì)于加工質(zhì)量的影響。為了獲得較高加工質(zhì)量,主軸轉(zhuǎn)速應(yīng)取2000r/min,進(jìn)給率應(yīng)為0.02-0.05mm/r。
生坯強(qiáng)度的提高
生坯加工要求壓制的生坯強(qiáng)度必須大于20MPa,否則,生坯在裝夾時(shí)極易發(fā)生破損;此外,在進(jìn)行機(jī)械加工時(shí),零件邊緣容易發(fā)生崩損。為了提高生坯強(qiáng)度,加拿大魁北克金屬粉末公司開發(fā)了新型聚合物潤(rùn)滑劑,該潤(rùn)滑劑能夠在粉末壓制過(guò)程中形成連續(xù)的堅(jiān)固網(wǎng)絡(luò),并在較低溫度下經(jīng)過(guò)固化后提高生坯強(qiáng)度。研究表明,該新型聚合物潤(rùn)滑劑可使生坯強(qiáng)度達(dá)到45MPa以上,幾乎超過(guò)傳統(tǒng)潤(rùn)滑劑所能達(dá)到的強(qiáng)度的兩倍。溫壓工藝是提高生坯強(qiáng)度的另一種方法,由赫格拉斯(H?gan?s)公司在1994年的國(guó)際粉末冶金和顆粒材料會(huì)議上正式公布。其工藝特點(diǎn)是在成形時(shí)將粉末和模具加熱到90℃-150℃。通常認(rèn)為,在該溫度范圍內(nèi)粉末顆粒的屈服強(qiáng)度、加工硬化速率和硬化程度都會(huì)有一定下降,其塑性變形阻力和致密化阻力也同時(shí)下降,這些都有利于壓制過(guò)程中粉末顆粒的塑性變形。研究表明,溫壓的生坯密度比常壓的高出,生坯強(qiáng)度最多能達(dá)到常壓的4倍,對(duì)于生坯加工來(lái)說(shuō),其強(qiáng)度已經(jīng)能夠滿足要求。關(guān)于溫壓工藝的致密化機(jī)理目前尚未形成統(tǒng)一的認(rèn)識(shí),以果世駒教授為代表的觀點(diǎn)認(rèn)為,相對(duì)傳統(tǒng)的壓制過(guò)程,溫壓工藝并沒有形成新的致密化機(jī)理,而其他一些學(xué)者認(rèn)為溫壓工藝能夠促進(jìn)粉末顆粒的塑性變形和降低脫模力,使得粉末顆粒在壓制過(guò)程中進(jìn)行重排,促使小的粉末顆粒填充大的顆粒間隙,進(jìn)而提高生坯密度。高速壓制技術(shù)是提高生坯強(qiáng)度的又一種方法,是赫格拉斯公司于2001年推出的一項(xiàng)新技術(shù),該技術(shù)要求上模沖以10-30m/s(常規(guī)壓制速度約3m/s)的速度對(duì)中模內(nèi)的粉末進(jìn)行壓制,較高的壓制速度所帶來(lái)的沖擊能量以應(yīng)力波的形式在粉末間傳遞,當(dāng)應(yīng)力波到達(dá)下模沖時(shí),部分應(yīng)力波會(huì)反射回來(lái)繼續(xù)作用于粉末,如此反復(fù)直至應(yīng)力波衰減為零。利用高速壓制技術(shù)得到的生坯密度最高可達(dá)到,接近完全致密,高密度能顯著提高生坯的強(qiáng)度,能夠承受生坯加工的切削力和夾持力。
生坯加工后燒結(jié)件的力學(xué)性能
Desbiens等研究了生坯加工后燒結(jié)零件的拉伸性能和疲勞強(qiáng)度,將經(jīng)過(guò)固化處理的方形生坯拉伸試樣加工成圓形拉伸試樣,燒結(jié)后對(duì)其進(jìn)行拉伸試驗(yàn)測(cè)試。結(jié)果表明,當(dāng)以1.5℃/s的速度將燒結(jié)溫度從650℃冷卻到350℃時(shí),經(jīng)過(guò)生坯加工的試樣組織由90%的馬氏體和10%的貝氏體構(gòu)成,而未經(jīng)過(guò)生坯加工的試樣組織由70%的馬氏體、20%的貝氏體以及10%的珠光體構(gòu)成;相應(yīng)地,經(jīng)過(guò)生坯加工的試樣其屈服強(qiáng)度和拉伸強(qiáng)度分別高出未經(jīng)生坯加工試樣的18%和9%。原因是經(jīng)過(guò)生坯加工的試樣從材料外部到內(nèi)部的冷卻速率要高于未經(jīng)過(guò)生坯加工的試樣。當(dāng)冷卻速度由較慢的1.0℃/s將溫度從650℃冷卻到350℃時(shí),二者的拉伸性能并沒有出現(xiàn)這一差異。在疲勞強(qiáng)度方面,經(jīng)過(guò)生坯加工的試樣與未經(jīng)過(guò)生坯加工的試樣基本一致。
感覺小編寫得不錯(cuò),給小編點(diǎn)個(gè)贊吧!
點(diǎn)贊最近更新
-
粉末冶金模具與產(chǎn)品的區(qū)別(粉末冶金模具多少錢一套)
時(shí)間:09-19 閱讀:466次

-
粉末冶金燒結(jié)的四個(gè)過(guò)程(粉末冶金燒結(jié)溫度如何確定)
時(shí)間:09-19 閱讀:741次

-
粉末冶金燒結(jié)的三個(gè)階段(粉末冶金燒結(jié)溫度如何確定)
時(shí)間:09-17 閱讀:928次
-
粉末冶金銅和鑄造銅的區(qū)別(粉末冶金和鑄造的優(yōu)缺點(diǎn))
時(shí)間:09-16 閱讀:649次

-
銅基粉末冶金如何加工的(銅基金屬粉體材料主要做什么)
時(shí)間:09-13 閱讀:422次

-
鐵基粉末冶金件的表面處理(鐵基粉末冶金燒結(jié)工藝)
時(shí)間:09-13 閱讀:466次
-
304粉末冶金的導(dǎo)熱系數(shù)(316l粉末冶金)
時(shí)間:09-13 閱讀:536次
-
粉末冶金的粉末金屬(粉末冶金主要成分)
時(shí)間:09-13 閱讀:462次

欄目
熱門閱讀
-

粉末冶金精度高嗎?精度可以達(dá)到多少?
時(shí)間:07-04 閱讀:10515次
-

粉末冶金強(qiáng)度多少?強(qiáng)度不足原因是什么?
時(shí)間:09-23 閱讀:8120次
-

粉末冶金與翻砂鑄造的優(yōu)劣對(duì)比
時(shí)間:08-25 閱讀:7565次
-
粉末冶金與壓鑄的的優(yōu)劣對(duì)比
時(shí)間:08-25 閱讀:7043次
-
粉末冶金與切削加工的優(yōu)劣對(duì)比
時(shí)間:11-16 閱讀:6864次
-

粉末冶金強(qiáng)度怎么?為什么還被廣泛應(yīng)用?
時(shí)間:10-29 閱讀:6086次
-

粉末冶金究竟是什么?其特點(diǎn)以及工藝流程怎么樣?立馬為你分享
時(shí)間:02-24 閱讀:6018次
-

粉末冶金工藝優(yōu)缺點(diǎn)分析,一文讀懂
時(shí)間:07-08 閱讀:6000次
-

干貨:粉末冶金制品的13種成型技術(shù)
時(shí)間:12-16 閱讀:5081次
-
粉末冶金與切削加工的優(yōu)劣對(duì)比
時(shí)間:11-16 閱讀:4287次